Главная
/ Статьи
Статьи
Фильтры
 статья
Лантан
IIoT система контроля эффективности энергопотребления при производстве извести на вращающихся печах ПАО «Северсталь»
ООО «ПЛКСистемы» совместно с ООО «ТИУС» реализовали проект беспроводного автоматизированного мониторинга температуры и концентрации отходящих газов на вращающихся печах ВП 1-6, которые расположены на территории известково-доломитного цеха (ИДЦ) Череповецкого металлургического комбината, группа компаний ПАО «Северсталь».
21.02.2024
статья
Лантан
IIoT система контроля эффективности энергопотребления при производстве извести на вращающихся печах ПАО «Северсталь»
ООО «ПЛКСистемы» совместно с ООО «ТИУС» реализовали проект беспроводного автоматизированного мониторинга температуры и концентрации отходящих газов на вращающихся печах ВП 1-6, которые расположены на территории известково-доломитного цеха (ИДЦ) Череповецкого металлургического комбината, группа компаний ПАО «Северсталь».
21.02.2024
 статья
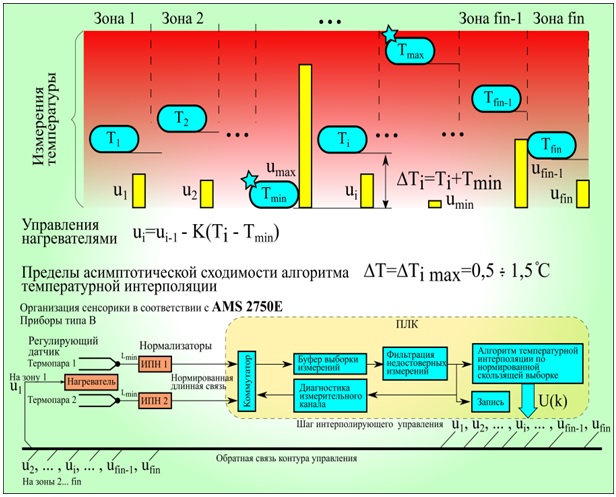
Управление процессом многозонного нагрева
В статье рассматривается алгоритмическое и программное обеспечение для управления процессом нагрева, приводится состав программно-аппаратных средств, необходимых для реализации алгоритмов «слабая», «средняя» и «сильная» зона.
26.03.2021
статья
Управление процессом многозонного нагрева
В статье рассматривается алгоритмическое и программное обеспечение для управления процессом нагрева, приводится состав программно-аппаратных средств, необходимых для реализации алгоритмов «слабая», «средняя» и «сильная» зона.
26.03.2021
 статья
Автоматизация гидромуфты питательного насоса на Ново-Рязанской ТЭЦ
Контроллеры Do-more были выбраны в качестве основы шкафа управления гидромуфты питательного насоса.
29.12.2020
статья
Автоматизация гидромуфты питательного насоса на Ново-Рязанской ТЭЦ
Контроллеры Do-more были выбраны в качестве основы шкафа управления гидромуфты питательного насоса.
29.12.2020
 статья
Проектирование производственных систем на базе объектно-ориентированного подхода
При проектировании производственных систем используются два принципиально разных подхода: структурный (предполагает декомпозицию поставленной задачи на отдельные функции) и объектно-ориентированный (обеспечивает структурирование системы и упрощение её программной реализации).
26.08.2019
статья
Проектирование производственных систем на базе объектно-ориентированного подхода
При проектировании производственных систем используются два принципиально разных подхода: структурный (предполагает декомпозицию поставленной задачи на отдельные функции) и объектно-ориентированный (обеспечивает структурирование системы и упрощение её программной реализации).
26.08.2019
 статья
Технологии и решения IIoT в сфере обеспечения безопасности
В настоящее время вряд ли вы сможете найти описание многочисленных конференций в сфере высоких цифровых технологий без упоминания такого термина, как Интернет вещей (IoT). Многие специалисты и аналитики говорят об огромных перспективах и преимуществах данного направления. Так что же такое этот IoT?
29.03.2018
статья
Технологии и решения IIoT в сфере обеспечения безопасности
В настоящее время вряд ли вы сможете найти описание многочисленных конференций в сфере высоких цифровых технологий без упоминания такого термина, как Интернет вещей (IoT). Многие специалисты и аналитики говорят об огромных перспективах и преимуществах данного направления. Так что же такое этот IoT?
29.03.2018
 новинки
Модернизация системы видеонаблюдения территории причалов Приморского порта
Высокое качество изображения, мгновенная передача информации, бесперебойная работа оборудования вот основные требования, предъявляемые сегодня к видеонаблюдению. IP камеры, контролирующие события; коммутаторы, мгновенно, передающие информацию персоналу – всё это является неотъемлемой частью сложной системы видеонаблюдения.
24.11.2015
новинки
Модернизация системы видеонаблюдения территории причалов Приморского порта
Высокое качество изображения, мгновенная передача информации, бесперебойная работа оборудования вот основные требования, предъявляемые сегодня к видеонаблюдению. IP камеры, контролирующие события; коммутаторы, мгновенно, передающие информацию персоналу – всё это является неотъемлемой частью сложной системы видеонаблюдения.
24.11.2015
 статья
Лантан
Применение средств интеллектуальной автоматики в технологических операциях по добыче нефти и газа. Модель интеллектуального месторождения
В статье поднимаются вопросы создания интеллектуальной модели месторождения. Упор сделан на интеллектуальную модель, каркас которой составляют технические средства автоматики, предлагаемые компанией ООО “ПЛКСистемы”.
25.09.2015
статья
Лантан
Применение средств интеллектуальной автоматики в технологических операциях по добыче нефти и газа. Модель интеллектуального месторождения
В статье поднимаются вопросы создания интеллектуальной модели месторождения. Упор сделан на интеллектуальную модель, каркас которой составляют технические средства автоматики, предлагаемые компанией ООО “ПЛКСистемы”.
25.09.2015
 обзор
Лантан
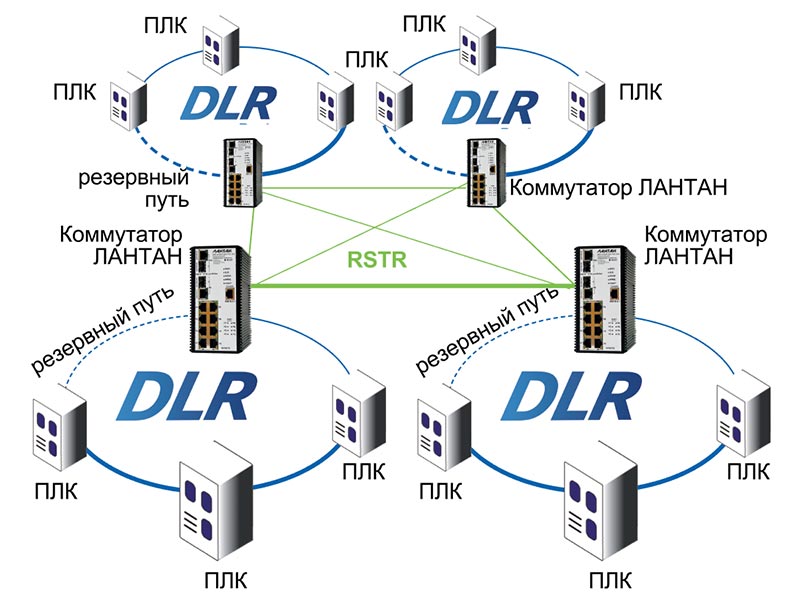
Промышленные коммутаторы «ЛАНТАН» для высокоскоростных сетей
Промышленные коммутаторы «ЛАНТАН» поддерживают такие новые технологии, как Pro-Ring, защита кольца по стандарту G.8032, PoE, соответствуют строгим промышленным требованиям и способны удовлетворить запросы самого взыскательного заказчика.
15.09.2015
обзор
Лантан
Промышленные коммутаторы «ЛАНТАН» для высокоскоростных сетей
Промышленные коммутаторы «ЛАНТАН» поддерживают такие новые технологии, как Pro-Ring, защита кольца по стандарту G.8032, PoE, соответствуют строгим промышленным требованиям и способны удовлетворить запросы самого взыскательного заказчика.
15.09.2015