 статья
WoMaster
Применение коммутаторов WoMaster в нефтегазовой отрасли
Проводное и беспроводное оборудование для передачи данных WoMaster отличается прочной конструкцией и использованием передовых технологий, что делает их идеально подходящими для суровых условий окружающей среды нефтегазовой промышленности.
08.07.2025
статья
WoMaster
Применение коммутаторов WoMaster в нефтегазовой отрасли
Проводное и беспроводное оборудование для передачи данных WoMaster отличается прочной конструкцией и использованием передовых технологий, что делает их идеально подходящими для суровых условий окружающей среды нефтегазовой промышленности.
08.07.2025
 статья
WoMaster
Информационно-коммуникационные технологии интеллектуальных транспортных систем (ИТС)
Прочная конструкция оборудования WoMaster обеспечивает эффективную работу в суровых условиях рынка ИТС и позволяет устанавливать его вдоль автомагистралей, в тоннелях и в центрах городов.
02.07.2025
статья
WoMaster
Информационно-коммуникационные технологии интеллектуальных транспортных систем (ИТС)
Прочная конструкция оборудования WoMaster обеспечивает эффективную работу в суровых условиях рынка ИТС и позволяет устанавливать его вдоль автомагистралей, в тоннелях и в центрах городов.
02.07.2025
 статья
WoMaster
Промышленная автоматизация и управление технологическими процессами
Коммутаторы WoMaster соответствуют промышленным стандартам IEC61850-3 и IEEE1613, имеют аппаратную поддержку IEEE1588 PTPv2 , что позволяет добиваться устойчивой и успешной работы в суровых промышленных условиях.
26.06.2025
статья
WoMaster
Промышленная автоматизация и управление технологическими процессами
Коммутаторы WoMaster соответствуют промышленным стандартам IEC61850-3 и IEEE1613, имеют аппаратную поддержку IEEE1588 PTPv2 , что позволяет добиваться устойчивой и успешной работы в суровых промышленных условиях.
26.06.2025
 статья
Лантан
IIoT система контроля эффективности энергопотребления при производстве извести на вращающихся печах ПАО «Северсталь»
ПЛКСистемы совместно с ООО «ТИУС» реализовали проект беспроводного автоматизированного мониторинга температуры и концентрации отходящих газов на вращающихся печах ВП 1-6 на территории ИДЦ Череповецкого металлургического комбината.
21.02.2024
статья
Лантан
IIoT система контроля эффективности энергопотребления при производстве извести на вращающихся печах ПАО «Северсталь»
ПЛКСистемы совместно с ООО «ТИУС» реализовали проект беспроводного автоматизированного мониторинга температуры и концентрации отходящих газов на вращающихся печах ВП 1-6 на территории ИДЦ Череповецкого металлургического комбината.
21.02.2024
 статья
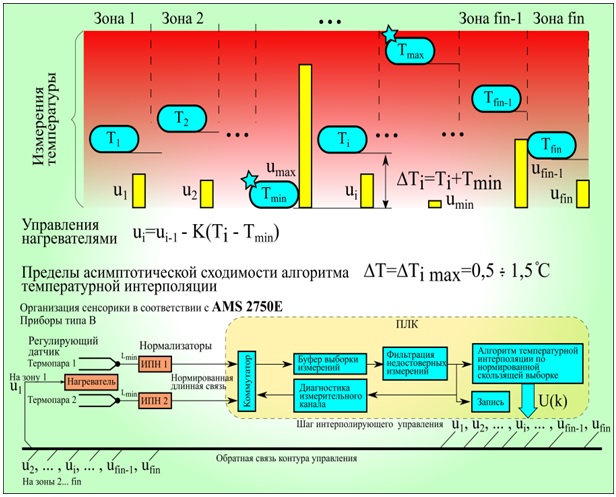
Управление процессом многозонного нагрева
В статье рассматривается алгоритмическое и программное обеспечение для управления процессом нагрева, приводится состав программно-аппаратных средств, необходимых для реализации алгоритмов «слабая», «средняя» и «сильная» зона.
26.03.2021
статья
Управление процессом многозонного нагрева
В статье рассматривается алгоритмическое и программное обеспечение для управления процессом нагрева, приводится состав программно-аппаратных средств, необходимых для реализации алгоритмов «слабая», «средняя» и «сильная» зона.
26.03.2021
 статья
Автоматизация гидромуфты питательного насоса на Ново-Рязанской ТЭЦ
Контроллеры Do-more были выбраны в качестве основы шкафа управления гидромуфты питательного насоса.
29.12.2020
статья
Автоматизация гидромуфты питательного насоса на Ново-Рязанской ТЭЦ
Контроллеры Do-more были выбраны в качестве основы шкафа управления гидромуфты питательного насоса.
29.12.2020
 статья
Проектирование производственных систем на базе объектно-ориентированного подхода
При проектировании производственных систем используются два принципиально разных подхода: структурный (предполагает декомпозицию поставленной задачи на отдельные функции) и объектно-ориентированный (обеспечивает структурирование системы и упрощение её программной реализации).
26.08.2019
статья
Проектирование производственных систем на базе объектно-ориентированного подхода
При проектировании производственных систем используются два принципиально разных подхода: структурный (предполагает декомпозицию поставленной задачи на отдельные функции) и объектно-ориентированный (обеспечивает структурирование системы и упрощение её программной реализации).
26.08.2019
 статья
Технологии и решения IIoT в сфере обеспечения безопасности
В настоящее время вряд ли вы сможете найти описание многочисленных конференций в сфере высоких цифровых технологий без упоминания такого термина, как Интернет вещей (IoT). Многие специалисты и аналитики говорят об огромных перспективах и преимуществах данного направления. Так что же такое этот IoT?
29.03.2018
статья
Технологии и решения IIoT в сфере обеспечения безопасности
В настоящее время вряд ли вы сможете найти описание многочисленных конференций в сфере высоких цифровых технологий без упоминания такого термина, как Интернет вещей (IoT). Многие специалисты и аналитики говорят об огромных перспективах и преимуществах данного направления. Так что же такое этот IoT?
29.03.2018
© 1995-2025
PLCSystems

